| 材质 | Q235B Q345B |
|---|---|
| 产地 | 天津 |
| 规格 | 齐全 |
| 品牌 | 大厂家 |
| 用途 | 广泛 |
四、典形节点的焊接顺序和工艺参数
(1)上下柱无耳板侧由两名焊工在两侧对称焊至板厚的1/3处时,切去耳板。
(2)然后在切去耳板侧由两名焊工在两侧对称焊至板厚的1/3处。
(3)再由两名焊工分别承担相邻两面的焊接。
(4)每两层之间焊道的接头应相互错开,两名焊工焊接的焊道接头也要注意每层错开,焊接过程中要注意检测层间温度。
(5)焊接工艺参数:
CO2气保焊:焊丝直径Φ1.2mm,电流280~320A,焊速350~450mm/min
焊丝伸出长度:约20mm,气体流量25~80L/min,
电压29~34V,层间温度120~150℃
五、柱—梁、梁—梁节点
(1)先焊梁的下翼缘,梁腹板两侧的翼缘焊道要保持对称焊接。
(2)待下翼缘焊完,然后焊接上翼缘。
(3)如翼缘板厚大于30mm时,宜上下翼缘轮换施焊。
(4)焊接工艺参数:
CO2气保焊:焊丝直径φ1.2mm,电流280~360A,焊速300~500mm/min
焊丝伸出长度约20 mm,气体流量20~80L/mm
电压30~38V,层间温度120~150℃
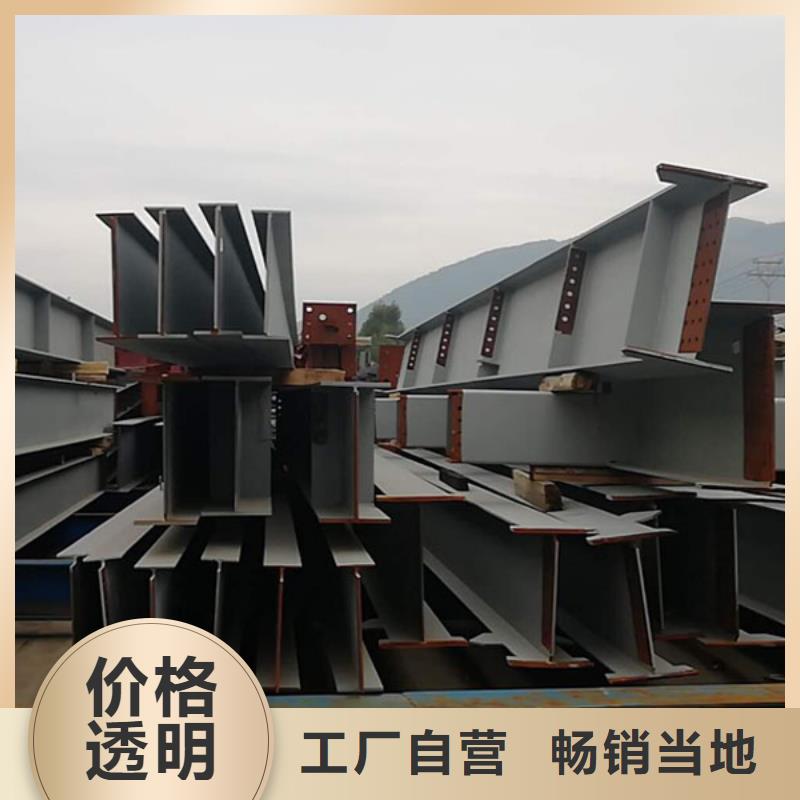
以钢材制作为主的结构,是主要的建筑结构类型之一。钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;
—库存大")
—库存大")
7、无损探伤是在不损坏工件或原材料工作状态的前提下,对被检验部件的表面和内部质量进行检查的一种测试手段。
常用无损探伤方法:
超声波探伤:利用超声能透入金属材料的深处,并由一截面进入另一截面时,在界面边缘发生反射的特点来检查零件缺陷的一种方法,当超声波束自零件表面由探头通至金属内部,遇到缺陷与零件底面时就分别发生反射波来,在萤光屏上形成脉冲波形,根据这些脉冲波形来判断缺陷位置和大小。
射线探伤(X射线、γ射线):利用射线穿透物体来发现物体内部缺陷的探伤方法 。
磁粉探伤:是用来检测铁磁性材料表面和近表面缺陷的一种检测方法。当工件磁化时,若工件表面有缺陷存在,由于缺陷处的磁阻增大而产生漏磁,形成局部磁场,磁粉便在此处显示缺陷的形状和位置,从而判断缺陷的存在。
8、零部件加工的程序:准备工作、矫正、放样、切割、弯曲、制孔、组装、焊接、检测、除锈、涂装。
9、 金属表面除锈方法有:手工处理、机械处理、化学处理和火焰处理四种。
(1)手工处理
手工处理主要用铲刀、钢丝刷、砂布、断钢锯条等工具,靠手工敲、铲、刮、刷、砂的方法来达到清除铁锈,这是漆工传统的除锈方法,也是最简便的方法,没有任何环境及施工条件限制,但由于效率及效果太差,只能适用小范围的除锈处理。
(2)机械除锈法
—库存大")
—库存大")
—库存大")
自贡阔恒兴旺国际贸易有限公司秉承“以人为本,科技创新”的崇高信念,以可靠的 H型钢抛丸喷漆产品质量,优惠的销售价格,完善的售后服务,精益求精,追求完美,竭力欢迎新老客户垂询合作,愿与广大客户共创双赢的美好明天。
![[自贡]阔恒兴旺国际贸易有限公司名片](http://ypmimg.44983.com/UploadImg/1941/new_card.jpg "[自贡]阔恒兴旺国际贸易有限公司名片")